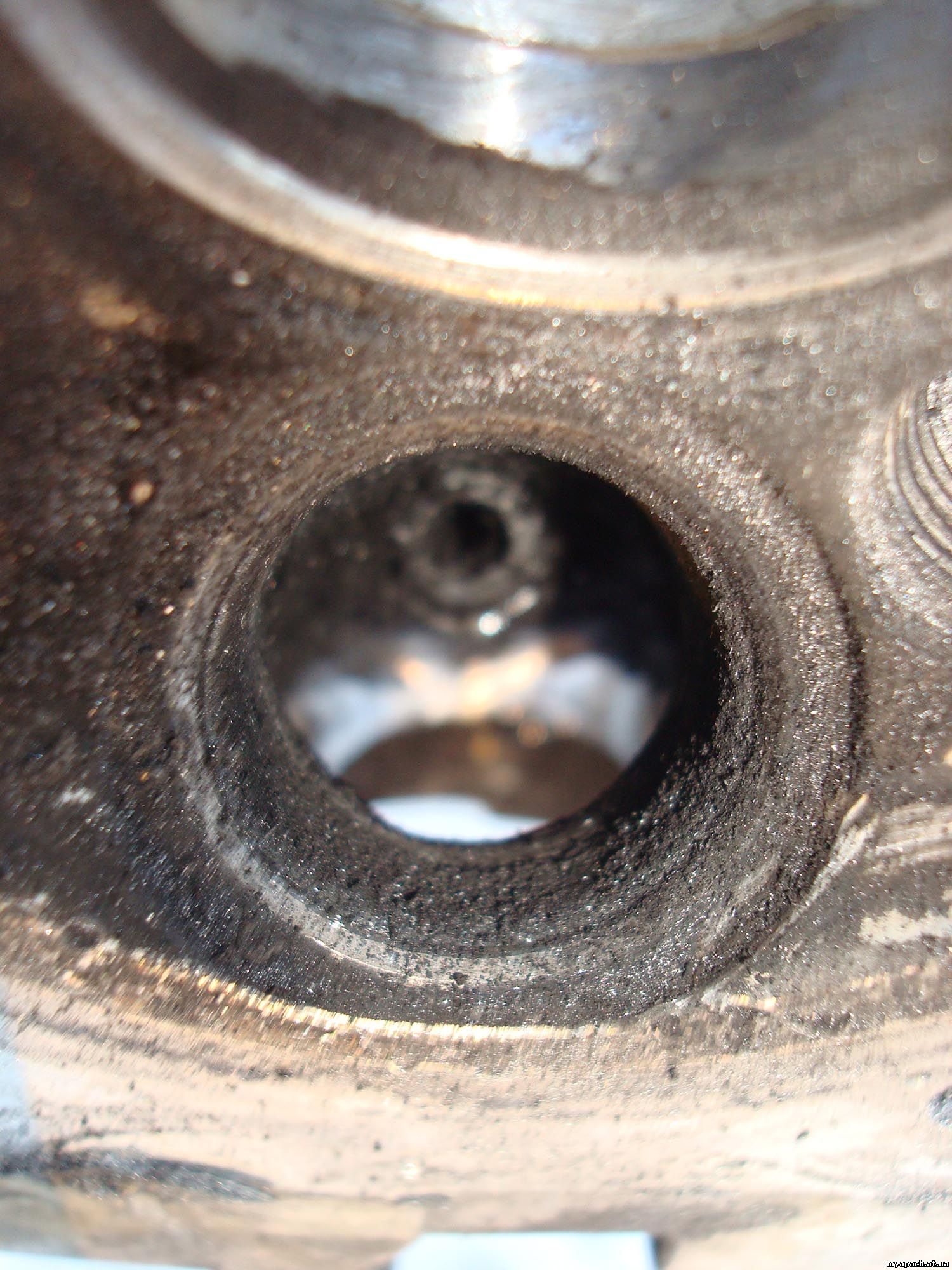
Як вже говорилося в попередній статті головка циліндра та поршень були пошкоджені невідомим предметом. Внаслідок цього на поверхні щілини витискача утворилися досить глибокі зарубки клиновидної та круглої форми. 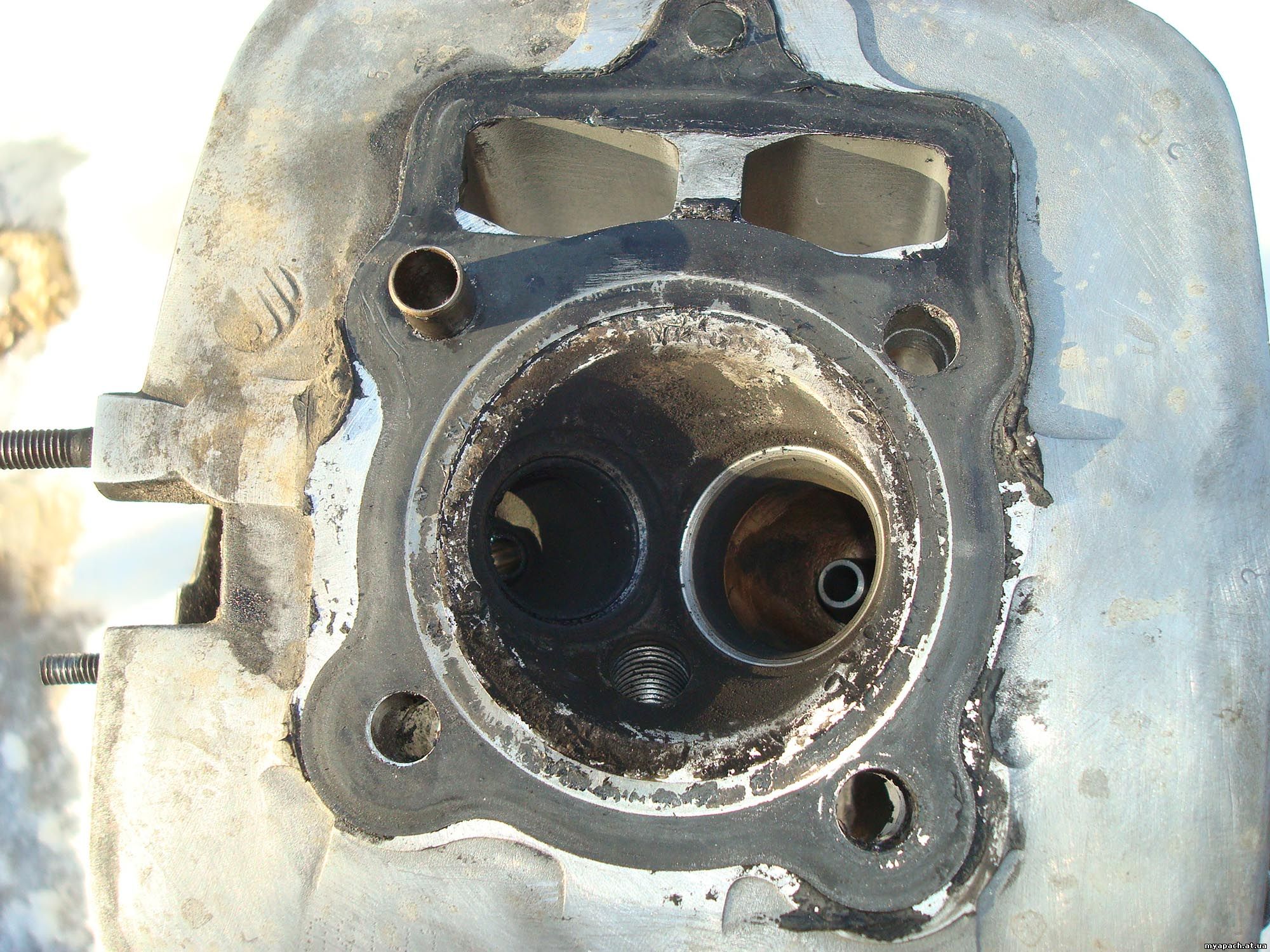  В той самий час нагар в камері згоряння м'який і легко зчищався. Це свідчить про нормальний процес згоряння палива протягом останніх 1500-2000 км, які мотор встиг пропрацювати після останнього розбирання. Як раз тоді я підрізав нижню кромку голівки циліндра для збільшення ступеня стиснення. Чесно зізнаюся переживав чи не перестарався - щоб не було детонації. Огляд робочих фасок клапанів показав високу зношеність сідла випускного, це і не двино - клапан зігнутий, його треба заміняти. А відтак під час притирання буде утворено нову фаску. На фото гарно видно різницю впускного та випускного каналів. Чорна полоска на впуску - це резинка прокладки карбюратора, в результаті попередніх робіт відсутній уступ між карбюратором та голивкою. А от на випуску біда. Сажа та закоксоване масло в'їлися в метал, товщина шару чорних відкладень досягає 3-4 мм.
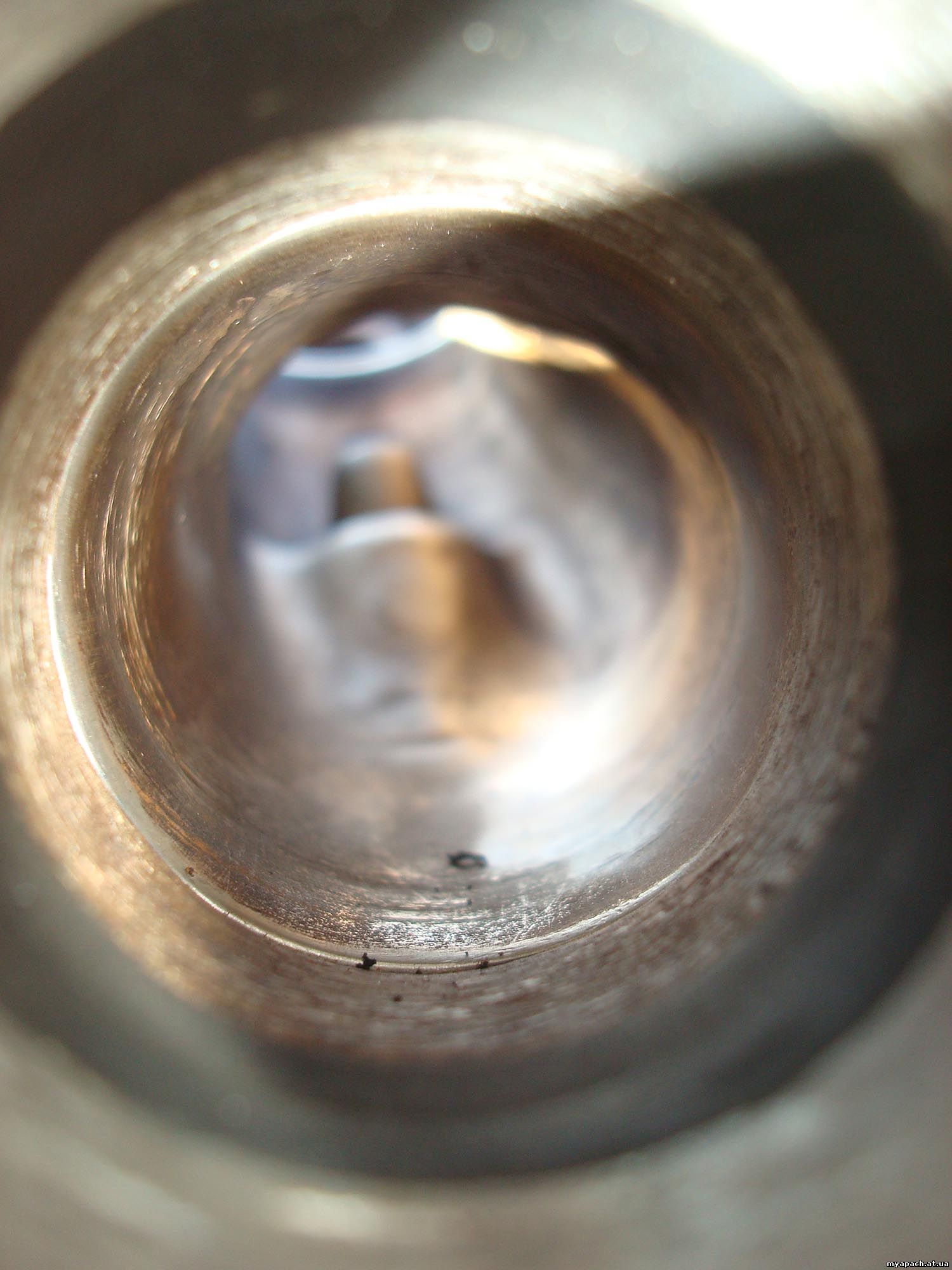
Випускний канал мене тішить - канал розширений та непогано зачищений. На момент виконання робіт я вважав, що поверхня впускного каналу має бути шершавою для додаткового закручування потоку паливно-повітряної суміші біля стінок. Цього разу я маю значно більше часу та наснаги на додачу до кращих інструментів.  Особливо відзначу свої фрези. Першопочатково вони призначались для роботи з деревом. Проте якість матеріалу робочої частини достатня для роботи з головкою циліндра. Якщо придивитися, то на фото видно маленьки часточки алюмінію, що застрягли в зубцях фрези. Проте це ніяк не погіршило її робочі характеристики. Особливо відзначу свої фрези. Першопочатково вони призначались для роботи з деревом. Проте якість матеріалу робочої частини достатня для роботи з головкою циліндра. Якщо придивитися, то на фото видно маленьки часточки алюмінію, що застрягли в зубцях фрези. Проте це ніяк не погіршило її робочі характеристики. Ефективність просто вражає. Приблизно той самий об'єм робіт що і минулого разу був виконаний за 2-і години проти 2-х днів.
Цього разу я вирішив розширити впускний канал на вході, щоб отримати форму схожу на конус. Таким чином паливно-повітряна суміш буде розганятися і входити в циліндр з більшою швидкістю. Такий собі ефект лійки. Сподіваюсь це покращить наповнення циліндра та перемішування суміші, а відтак і якість згоряння!
Мені дуже пригодилася гравірувальна машинка потужністю 160 Вт - за допомогою її гнучкого подовжувача можна залізти в найнедоступніші місця. Тож процес почався. Спочатку швидко, але акуратно розточую отвір фрезою. Виходить досить швидко, але грубувато. Тому продовжую обробку абразивними насадками - вже значно красивіше. Гравірувальну машинку іноді називають дремелем, це не зовсім правильно Dremel це торгова марка, як і Ксерокс.
Починаю обробляти канали зі сторони камери згоряння - мені не подобаються невеликі раковини та нерівності відливки. На фото видно6 що поверхня каналу аж ніяк не рівна, тому вмикаю інструмент. Випускний канал я буду обробляти мінімально. Через особливість роботи механізму газорозподілу у клапанів майже немає фази перекриття (момент коли і впускний і випускний клапани відкриті). Тому відсутня можливість інерційної продувки - вихлопні гази за рахунок високої швидкості затягують нову порцію паливно-повітряної суміші в камеру згоряння. Щоб поміряти діаметр випуску не підходив жоден з моїх інструментів... поки не використав лінійку кутника в незвичний спосіб. Тепер я знаю точно: діаметр випускного клапана 25 мм, виходу з випускного каналу 27,5 мм, а внутрішній діаметр вихлопної труби 34 мм. Виходить, що вихлопні гази на виході з голівки ціліндра потрапляють в трубу з більшим перерізом - це зменьшує їх швидкість і змінює характер пульсації. Так само працює останній відділ вихлопної труби - глушник. Перепалене масло дуже погано обробляється. Воно горить, димить, дає іскри і величезну кількість бруду. Доводиться ччасто зупинятися і протирати робочу ділянку, бо не видно що робиш. Вихлопний канал вужчий і значно важче обробляється. Терпіння та старання - все буде подолано! У алюмінієву голівку запресовані стальні сідла клапанів, на фото видно перехід по кольору. Дуже важливо проточуючи канали не зачепити фаски клапанів. Чорнова обробка голівки циліндра завершена. Тепер треба дуже акуратно зашліфувати пошкодження на пояску виштовхувача та відполірувати усе до дзеркального блиску!
|